
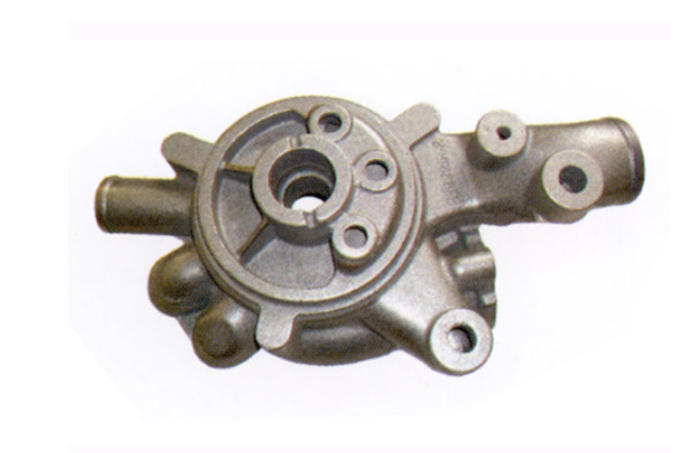
Principais tecnologias para o processo de vazamento de peças fundidas de ferro cinzento
Na indústria de fundição, existe um ditado que diz “três bens”, que se refere ao bom ferro fundido, boa areia para moldagem e boa tecnologia.
A tecnologia de fundição, juntamente com o ferro fundido e a areia de moldagem, é um dos três elementos-chave na fabricação de peças fundidas. Nos moldes de areia, um molde é feito usando um padrão, permitindo que o ferro fundido flua para dentro da cavidade do molde para fundição.
O processo defundições de ferro cinzentoenvolve pesquisar e determinar os caminhos e métodos de fluxo. Componentes do molde parafundições de ferro cinzentoincluem: Porta de vazamento: É aqui que o ferro fundido é derramado da concha para a entrada do molde.
Para garantir um vazamento uniforme e remover inclusões no ferro fundido, um copo de escória é frequentemente instalado. Abaixo do copo de escória está a comporta de vazamento. Corredor: Refere-se à seção horizontal onde o ferro fundido flui do canal principal para a cavidade do molde. Porta interna: O local onde o ferro fundido entra na cavidade do molde vindo do canal. Como diz o ditado da fundição, o 'açude' é uma parte essencial do processo. Ventiladores: Canais para descarregar o ar da cavidade do molde à medida que ela é preenchida com ferro fundido.
Geralmente são desnecessários se a areia de moldagem tiver permeabilidade adequada. Risers: Utilizados para remover inclusões no ferro fundido e impurezas no molde. Devido ao encolhimento durante o resfriamento das peças fundidas de ferro cinzento, os risers muitas vezes não têm volume suficiente. Quando atuam como alimentação, eles são chamados de risers de alimentação e são bastante grossos.
O processo parafundições de ferro cinzentogarante um vazamento suave e boa qualidade de fundição. O tempo de vazamento deve ser o mais curto possível e a cavidade do molde deve estar livre de qualquer turbulência. Os pontos principais são os seguintes:(1) Parte superior e inferior do molde: A superfície de partição de umfundição de ferro cinzentodeve ser o mais baixo possível na seção inferior do molde, pois as partes inferiores possuem menos cavidades de contração e material mais denso.(2) Método de vazamento: vazamento superior para a seção superior, vazamento inferior para as seções intermediária e inferior. Os moldes de vazamento superior tendem a causar defeitos de areia e são menos comumente usados.(3) Posição das comportas internas: Como o ferro fundido solidifica rapidamente ao entrar na cavidade do molde, colocar as comportas internas em seções de paredes espessas pode impedir que o ferro alcance as peças de paredes finas. Em peças fundidas grandes, se a comporta interna for pequena, o ferro fundido flui rapidamente, podendo causar defeitos de areia próximos à comporta interna. O número e a forma dos portões internos devem ser considerados ao determinar sua posição.(4) Tipos de portões internos: Principalmente portões internos triangulares e trapezoidais. As comportas internas triangulares são mais fáceis de fazer, enquanto as comportas internas trapezoidais podem impedir a entrada de escória no molde. (5) Proporção da seção transversal das comportas retas, horizontais e internas: Se a comporta reta for a, a comporta horizontal for B e a comporta interna for C, a proporção é a ∶ B ∶ C = 3,6 ∶ 4 ∶ 2,0. Embora existam opiniões diferentes sobre essa proporção, o raciocínio é que o ferro fundido entra primeiro em uma entrada de tamanho 3,6, flui através de um corredor grande de tamanho 4,0 e depois entra na porta interna. Devido à comporta interna estreita de tamanho 2.0, a taxa de fluxo diminui com o tempo, permitindo que inclusões mais leves subam e evitando que entrem na peça fundida através da comporta interna. Este é o ponto chave da proporção. Se este princípio for lembrado, os detalhes exatos não são críticos. Basta ter em mente que o projeto do sistema de vazamento para peças fundidas médias, grandes e pequenas afeta as propriedades físicas e a vida útil das peças fundidas.fundições de ferro cinzento.
Enviar consulta


X
Utilizamos cookies para lhe oferecer uma melhor experiência de navegação, analisar o tráfego do site e personalizar o conteúdo. Ao utilizar este site, você concorda com o uso de cookies.
política de Privacidade